Виняткова якість деталей та гнучкість у проектуванні
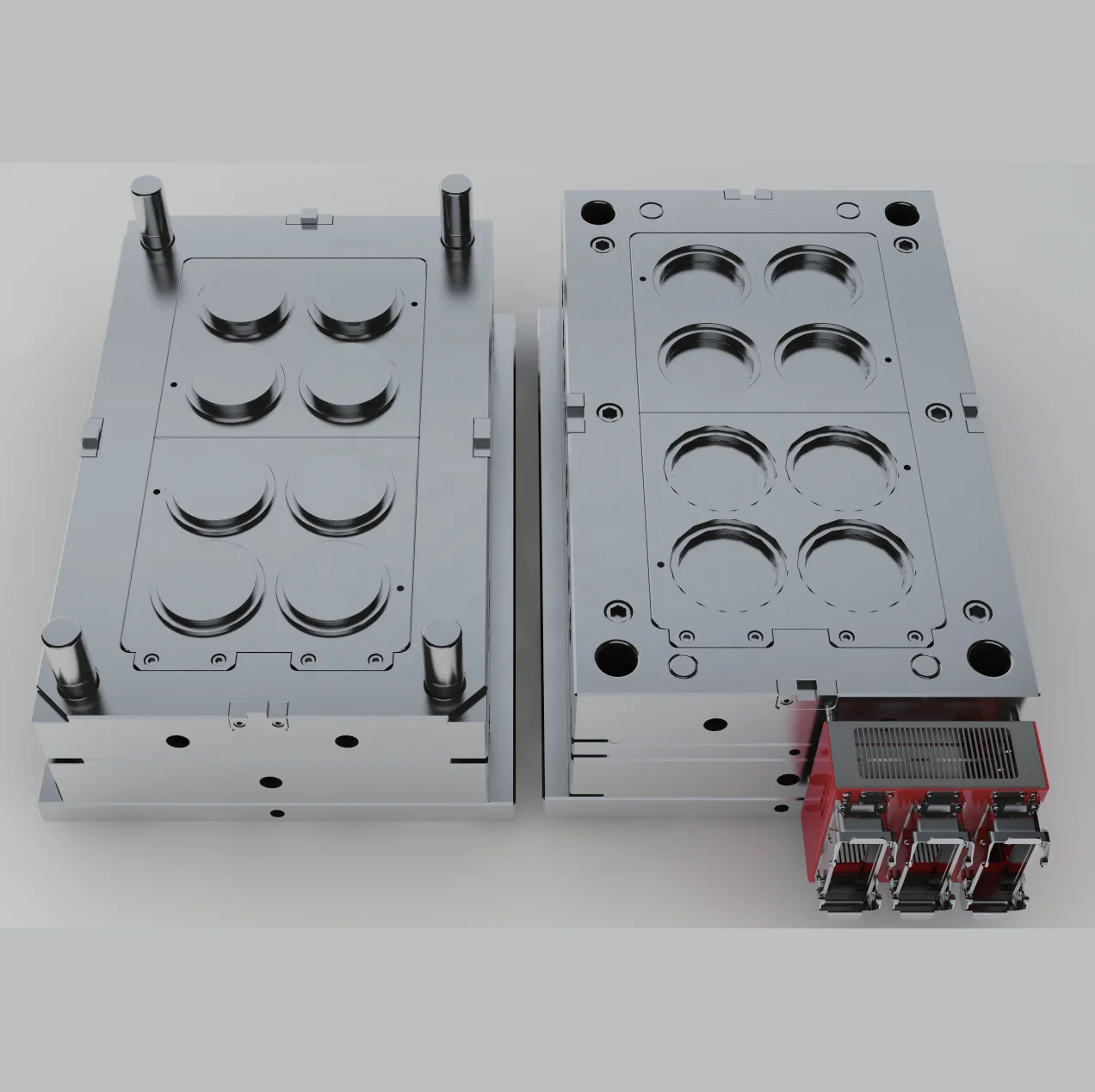
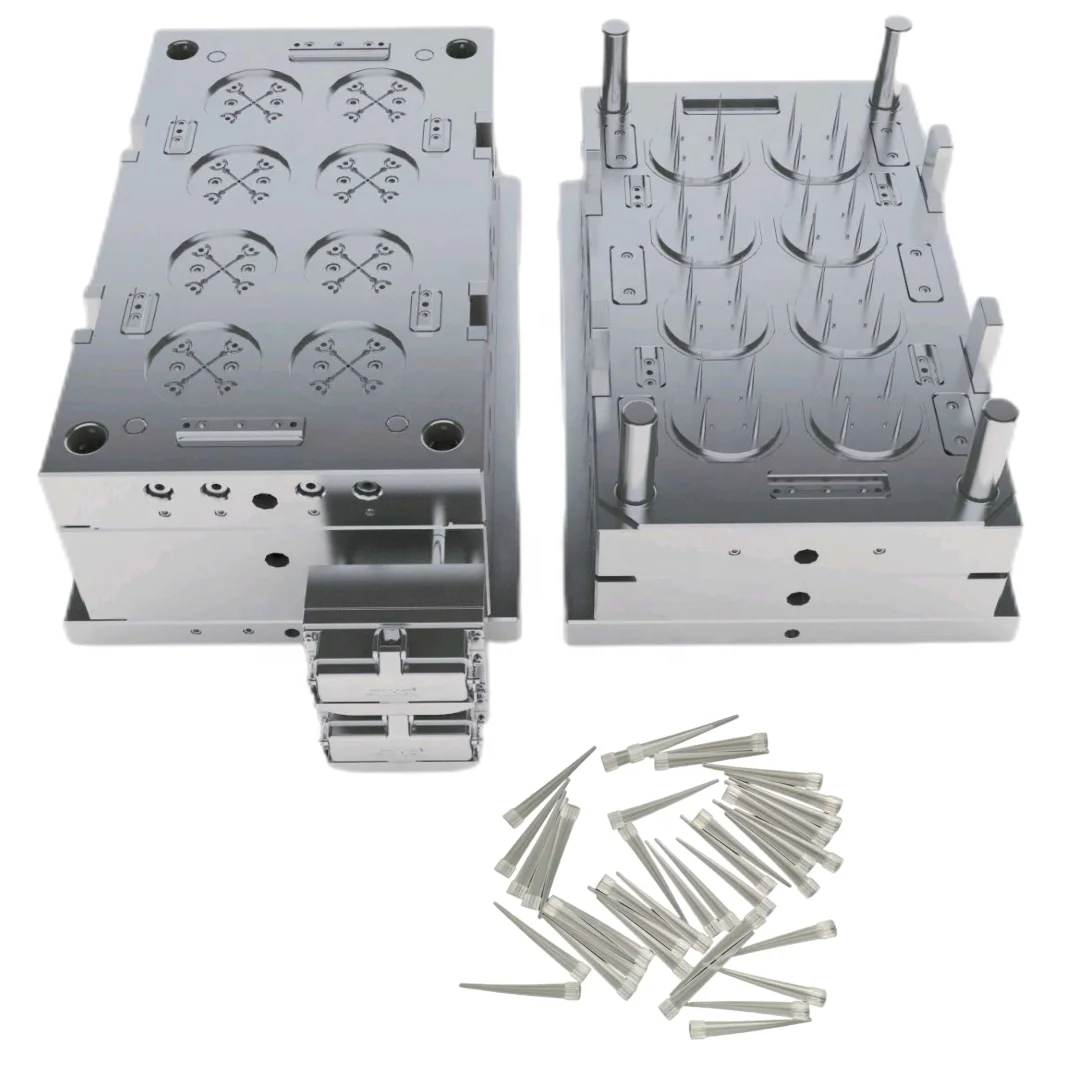
Процес лиття під тиском із гарячим литьовим каналом забезпечує вищу якість виробів завдяки точному контролю температури та збалансованому розподілу матеріалу, чого не можуть досягти традиційні системи. Однаковість температури по всій системі подачі розплаву гарантує, що матеріал надходить у кожну порожнину за однакових умов, що забезпечує отримання виробів із узгодженими властивостями в усіх порожнинах та протягом усього циклу виробництва. Така узгодженість є критично важливою для застосувань, що вимагають жорстких допусків, однорідних механічних властивостей або естетичної досконалості. Процес лиття під тиском із гарячим литьовим каналом усуває залишки литників, які псують зовнішній вигляд виробів у системах із холодними литниками. Технологія клапанних литників дозволяє точно припиняти потік матеріалу, залишаючи мінімальні сліди литників на готових виробах. Для видимих компонентів у побутових товарах, автомобільних інтер’єрах або електронних пристроях така вища якість поверхні усуває необхідність вторинних операцій, таких як обрізка або оздоблення. Ваші продукти досягають споживачів із естетичною досконалістю, яку вимагають конкурентні ринки. Збалансоване заповнення, забезпечене процесом лиття під тиском із гарячим литьовим каналом, зменшує внутрішні напруження та деформації. Матеріал надходить у порожнини рівномірно, поступово заповнюючи їх без перерв у потоці та температурних коливань, що призводять до концентрації напружень. Вироби виходять із форм із вищою розмірною точністю, що зменшує потребу в сортуванні та інспекції. Показники якості покращуються: частка браку зменшується, а індекси придатності процесу зростають. Свобода проектування значно розширюється завдяки технології гарячих литників. Інженери можуть оптимізувати геометрію виробів, не враховуючи потреби у литникових системах, що зменшує витрати матеріалу та загальні габарити. Процес лиття під тиском із гарячим литьовим каналом сприяє створенню тонкостінних конструкцій, що зменшують масу та витрати на матеріали, зберігаючи при цьому структурну міцність. Стало можливим виготовлення складних геометрій із кількома литниками, що дозволяє створювати складні вироби, які були б неможливими або економічно недоцільними за традиційними методами. Ефективність багатопорожнинних форм різко покращується. Процес лиття під тиском із гарячим литьовим каналом забезпечує точно збалансований потік матеріалу в кожну порожнину незалежно від її розташування щодо точки введення. Таке збалансоване заповнення гарантує однакову масу, розміри та властивості виробів у всіх порожнинах. Ваше виробництво досягає вищих виходів продукції з меншою варіативністю, що зменшує необхідність сортування та інспекції для підтримки стандартів якості. Різноманітність матеріалів — ще одна перевага щодо якості. Процес лиття під тиском із гарячим литьовим каналом дозволяє використовувати інженерні смоли, матеріали, наповнені скловолокном, та спеціальні композиції, які створюють труднощі для традиційних систем. Точний контроль температури запобігає деградації теплочутливих матеріалів і одночасно забезпечує повне розплавлення полімерів з високою температурою плавлення. Ця різноманітність дозволяє вам вибирати оптимальні матеріали з огляду на вимоги до експлуатаційних характеристик, а не йти на компроміси через обмеження технологічного процесу.