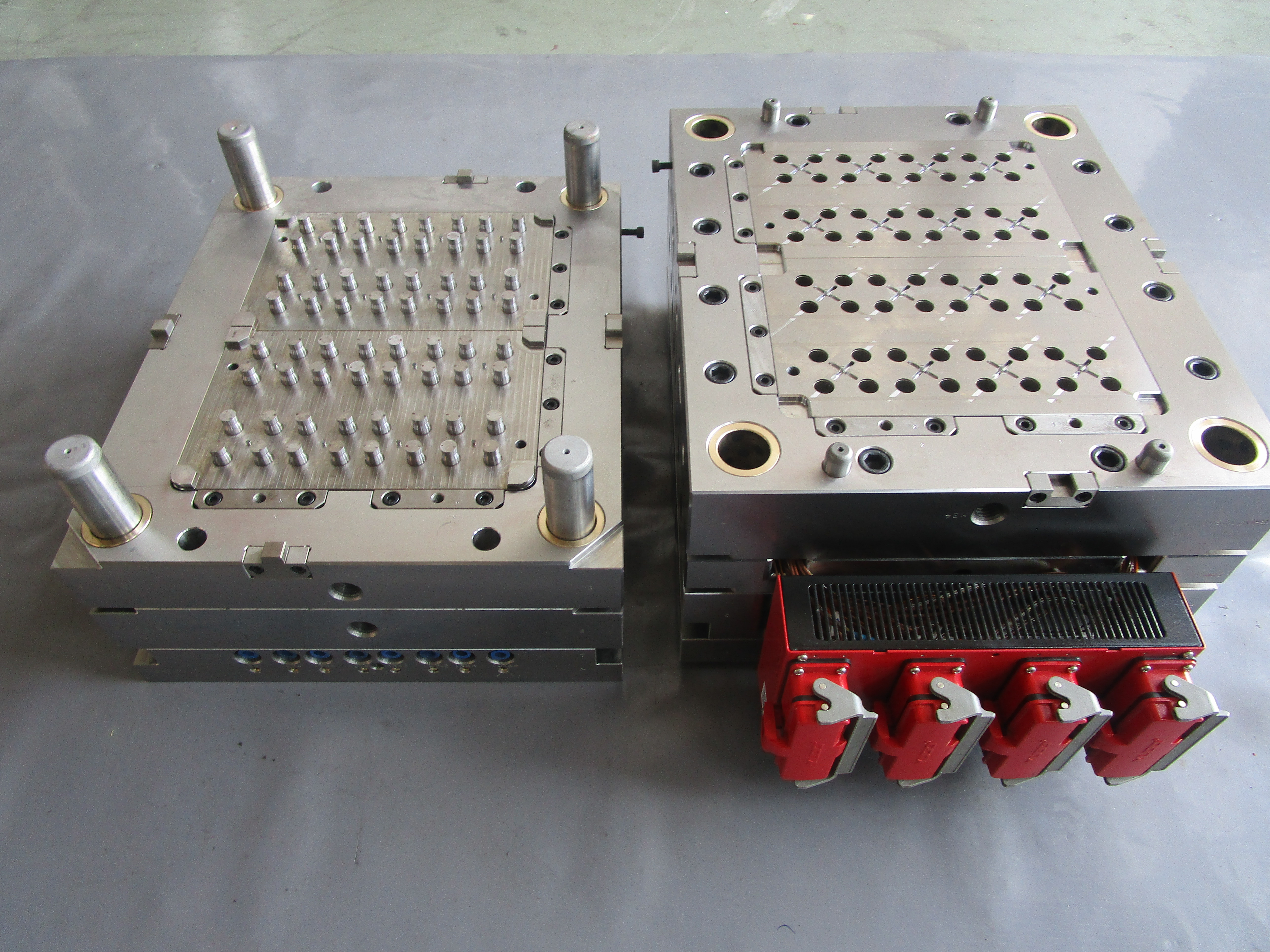
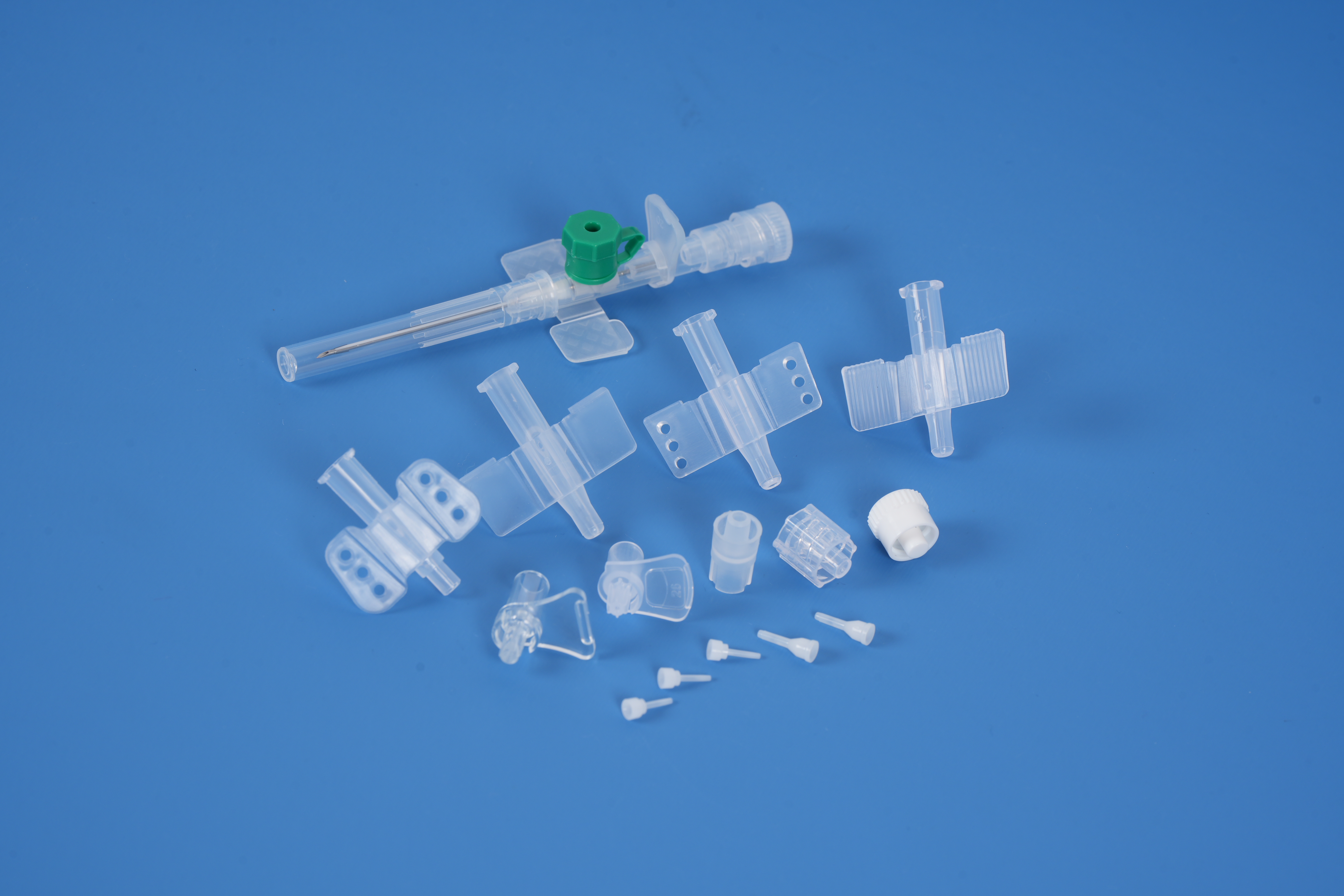
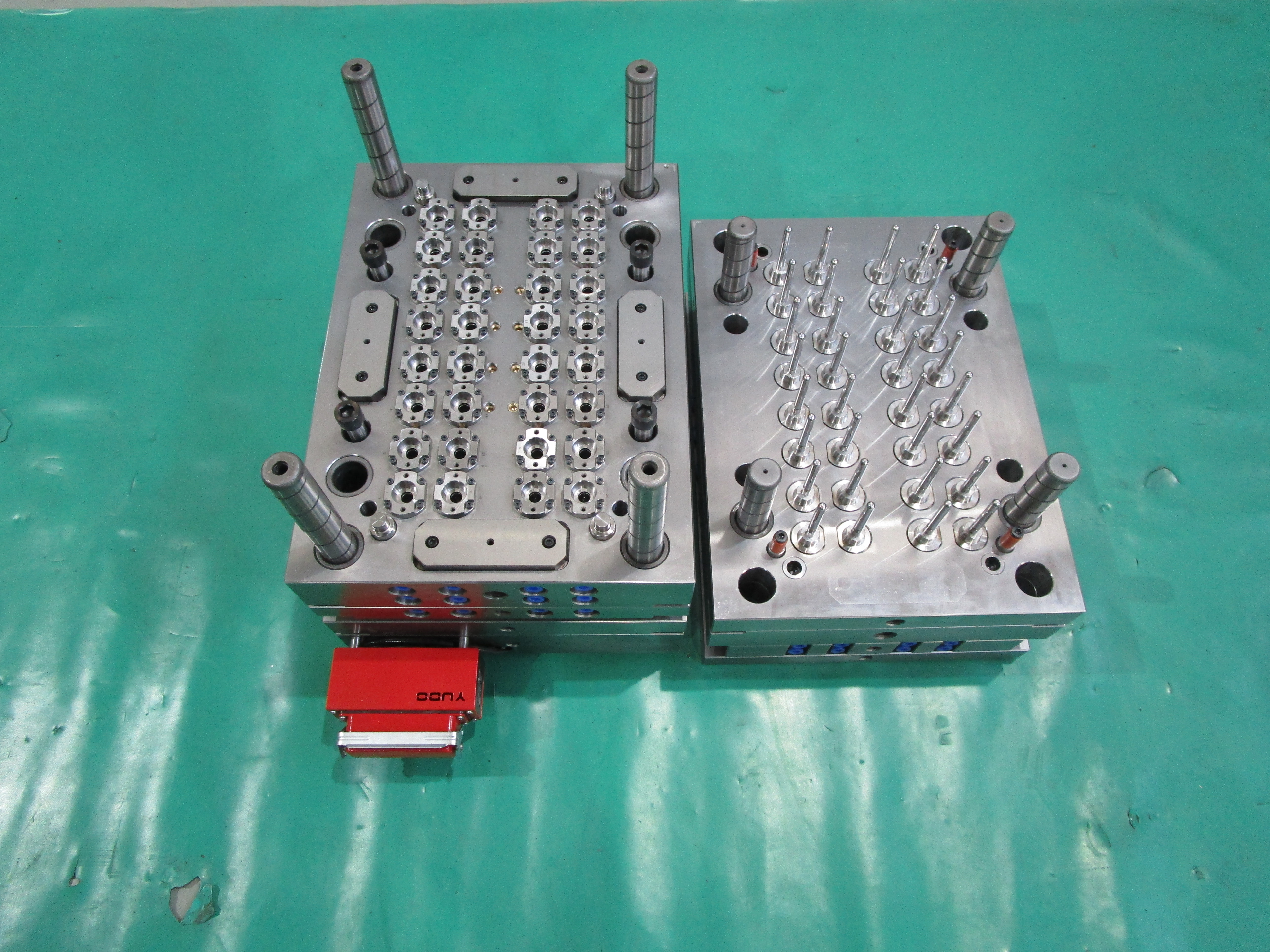
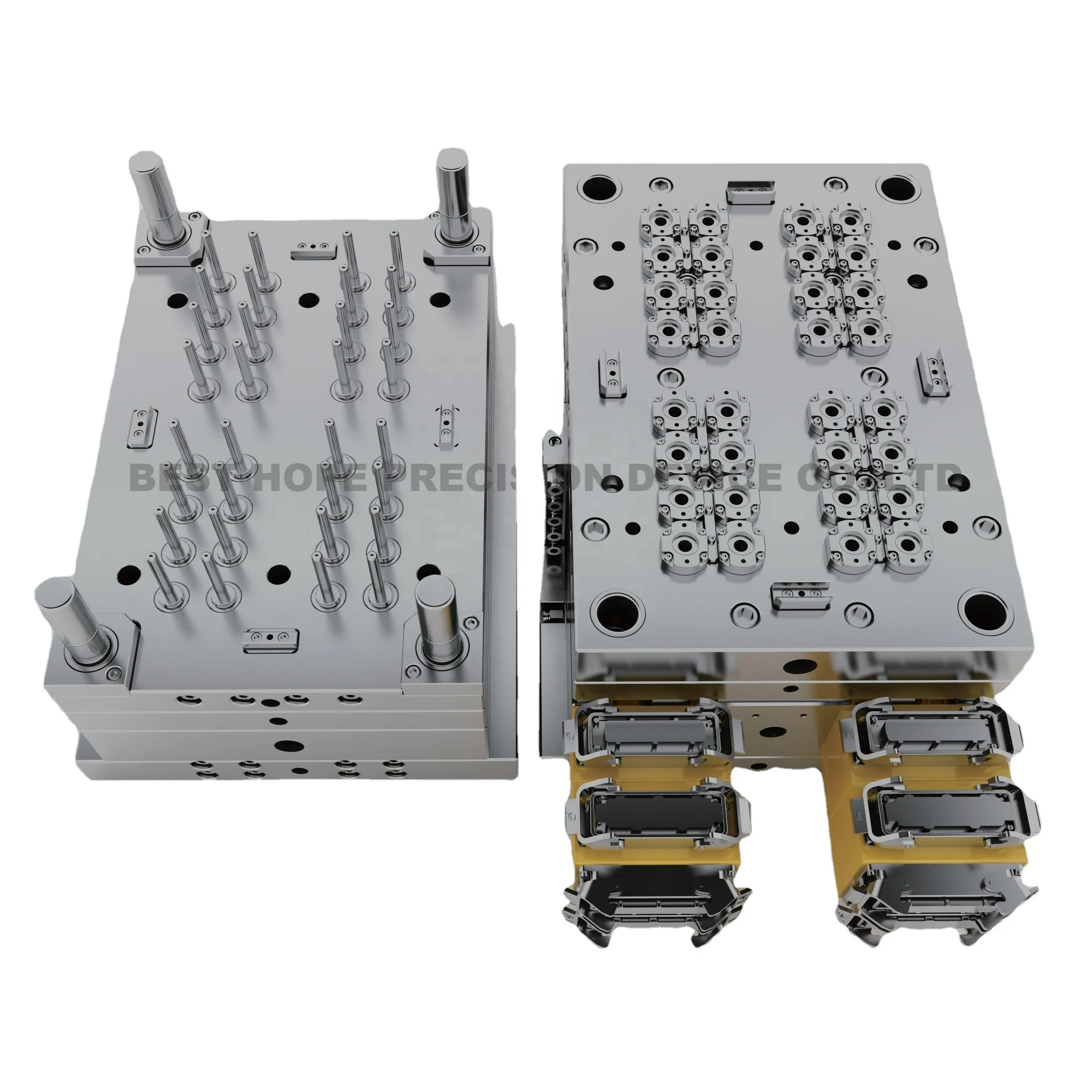
Висока якість деталей та універсальність конструкції
Гаряче лиття під тиском з використанням системи гарячих канальців забезпечує виняткові переваги щодо якості виробів, що дозволяє виробникам відповідати суворим естетичним вимогам, підтримувати жорсткі розмірні допуски та виготовляти складні геометричні форми, які були б важкими або навіть неможливими за допомогою традиційних систем холодних канальців. Стабільні температури матеріалу, які підтримуються протягом усього циклу в системах гарячих канальців, забезпечують однакову в’язкість розплаву при надходженні пластику в кожну порожнину форми, що призводить до збалансованого заповнення, мінімізує внутрішні напруження, зменшує деформацію (короблення) та забезпечує передбачувану розмірну стабільність виробів протягом усього виробничого циклу. Ця температурна стабільність є особливо критичною при виготовленні багатопорожнинних форм, оскільки кожна порожнина повинна отримувати матеріал за ідентичних умов, щоб забезпечити однаковість виробів між собою, відповідно до стандартів якості та уникнути витратного сортування чи вторинних операцій. Лиття під тиском з використанням гарячих канальців забезпечує виробам вищу якість поверхні, оскільки матеріал плавно рухається через поліровані нагріті канали без температурних коливань та обмежень потоку, які спричиняють поверхневі дефекти — такі як лінії течії, зварні шви або почервоніння біля воріт, що часто трапляються в системах холодних канальців. Технологія пропонує кілька варіантів розташування воріт: ворота з гарячим наконечником, клапанні ворота та термічні ворота, які можна стратегічно розміщувати для оптимізації естетики виробів — наприклад, розміщуючи ворота в неочевидних місцях або мінімізуючи розмір сліду воріт до майже непомітного рівня, що усуває необхідність вторинного обрізання та покращує естетичний вигляд товарів, призначених для кінцевих споживачів. Клапанні ворота, інтегровані в сучасні системи гарячих канальців, забезпечують точний контроль за впорскуванням матеріалу від одного циклу до іншого, запобігаючи замерзанню воріт і дозволяючи виготовляти вироби зі складною геометрією, великими товщинами або довгими шляхами течії, що потребують тривалого часу впорскування. Конструктивна гнучкість, яку надають системи гарячих канальців, дозволяє інженерам використовувати «родинні» форми, що одночасно виготовляють кілька різних геометричних форм виробів, оптимізуючи ефективність виробництва для ліній продукції з пов’язаними компонентами, зберігаючи при цьому індивідуальні стандарти якості кожного виробу. Зміна кольору та переходи між різними матеріалами проходять ефективніше завдяки технології гарячих канальців, оскільки менший об’єм матеріалу в нагрітій системі канальців очищається швидше, ніж у системах холодних канальців, що зменшує відходи матеріалу та простої під час переналагодження. Технологія підтримує передові методи лиття, такі як спів-лиття, багатоматеріальне лиття та лиття з вставками, забезпечуючи точний контроль за часом і місцем подачі матеріалу, що розширює діапазон можливих конструкцій виробів та їх функціональних характеристик, які виробники можуть запропонувати клієнтам, що шукатимуть інноваційних рішень.