hettgångsinjekteringsprocess
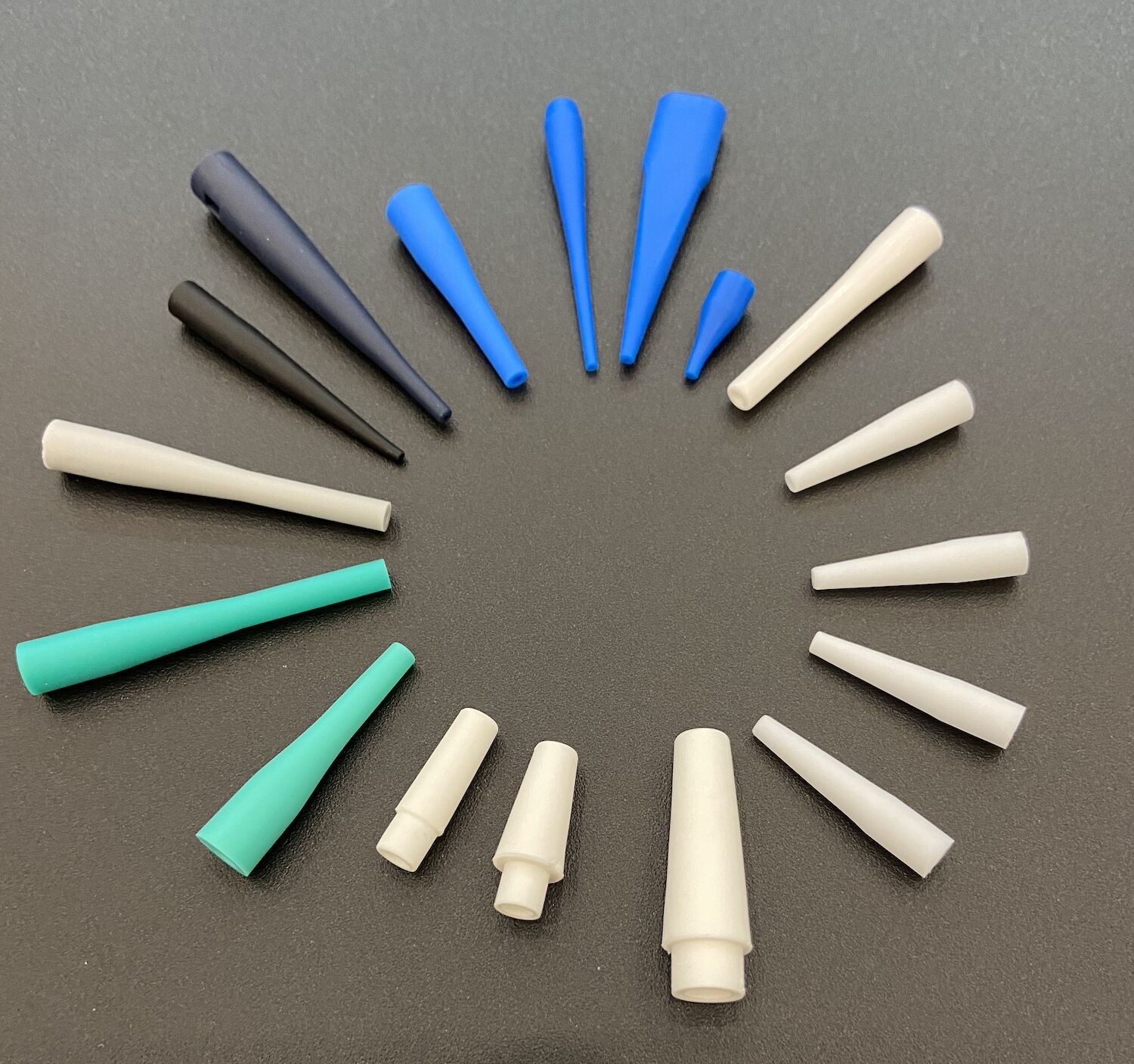
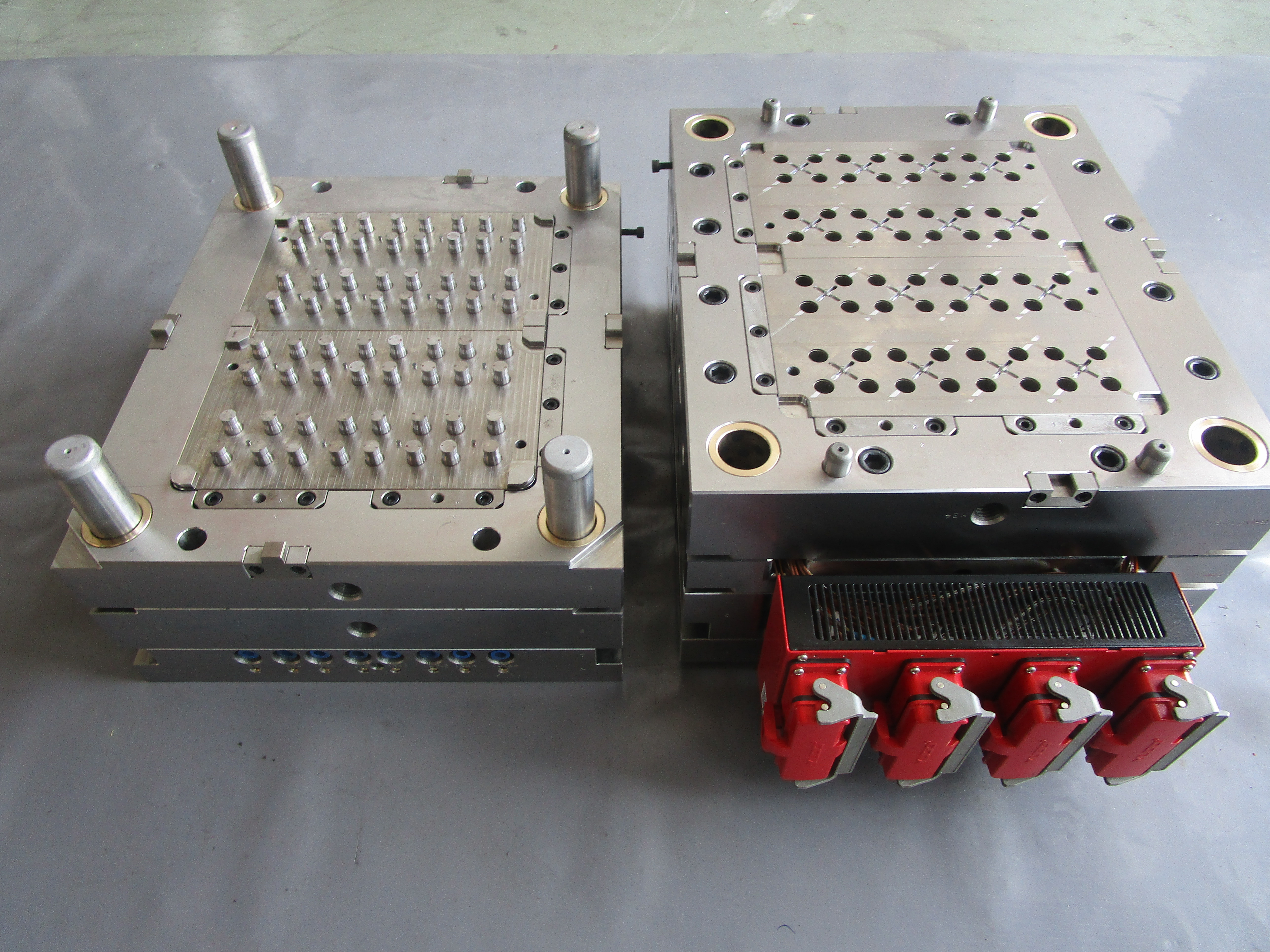
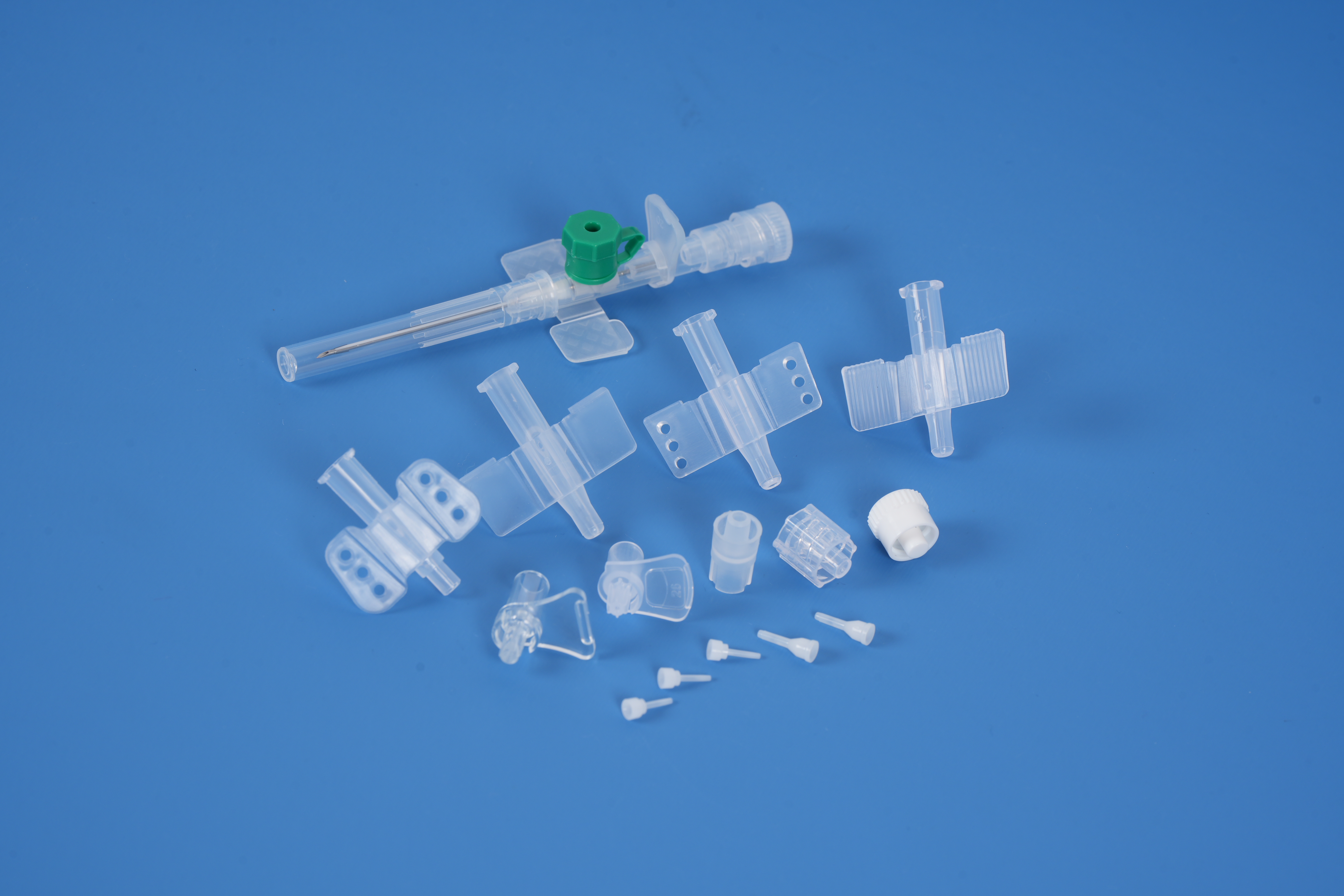
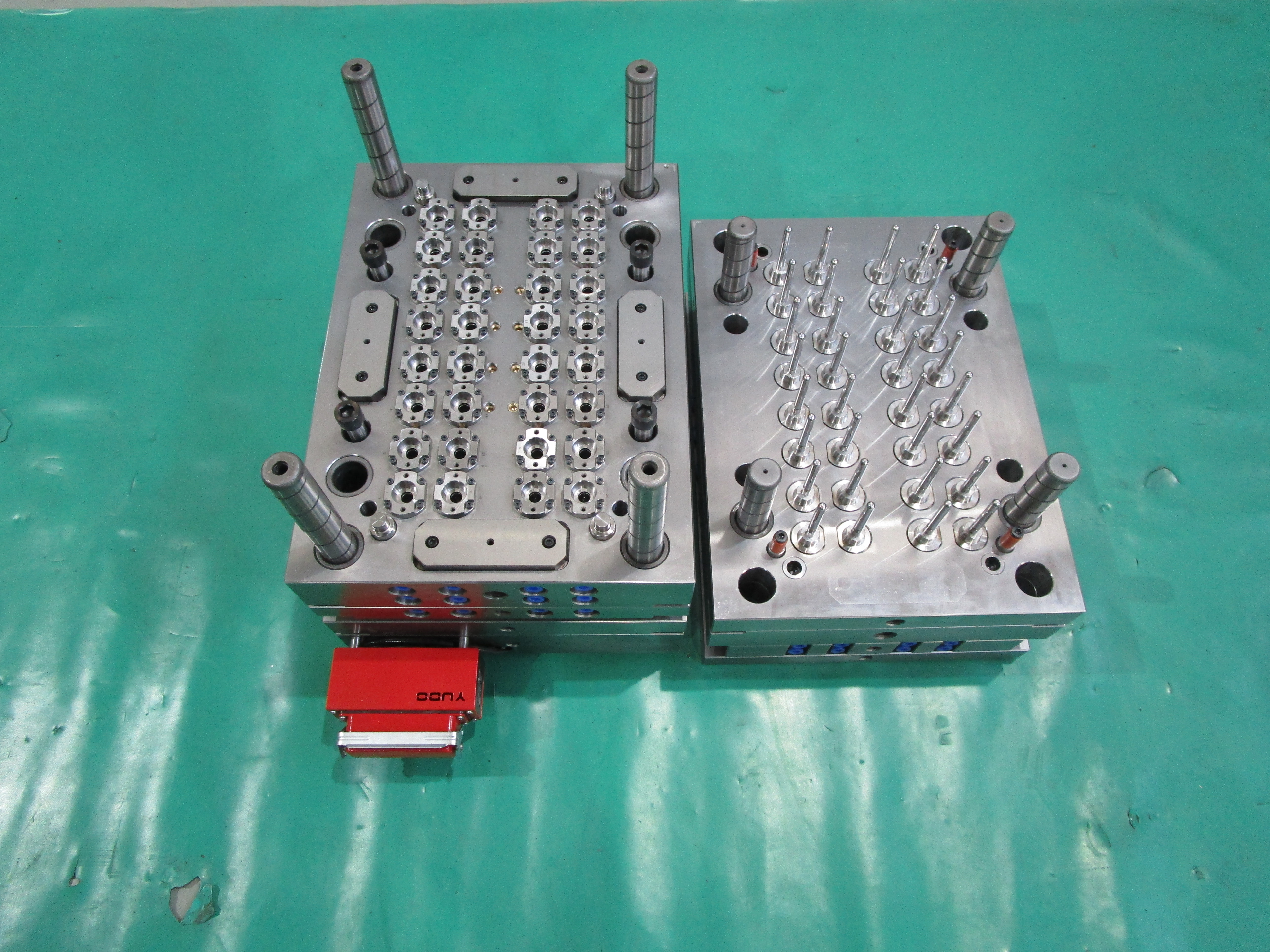
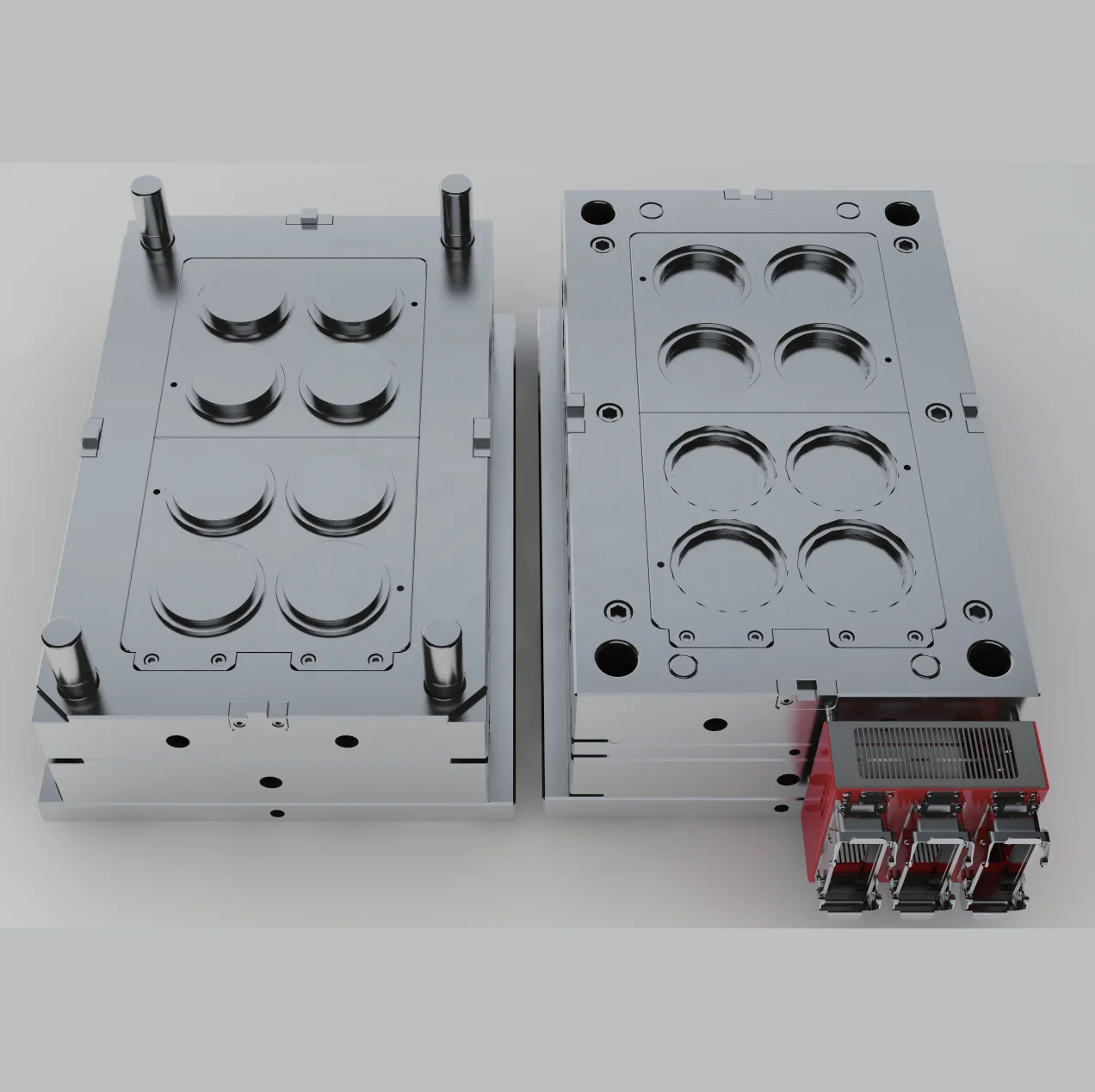
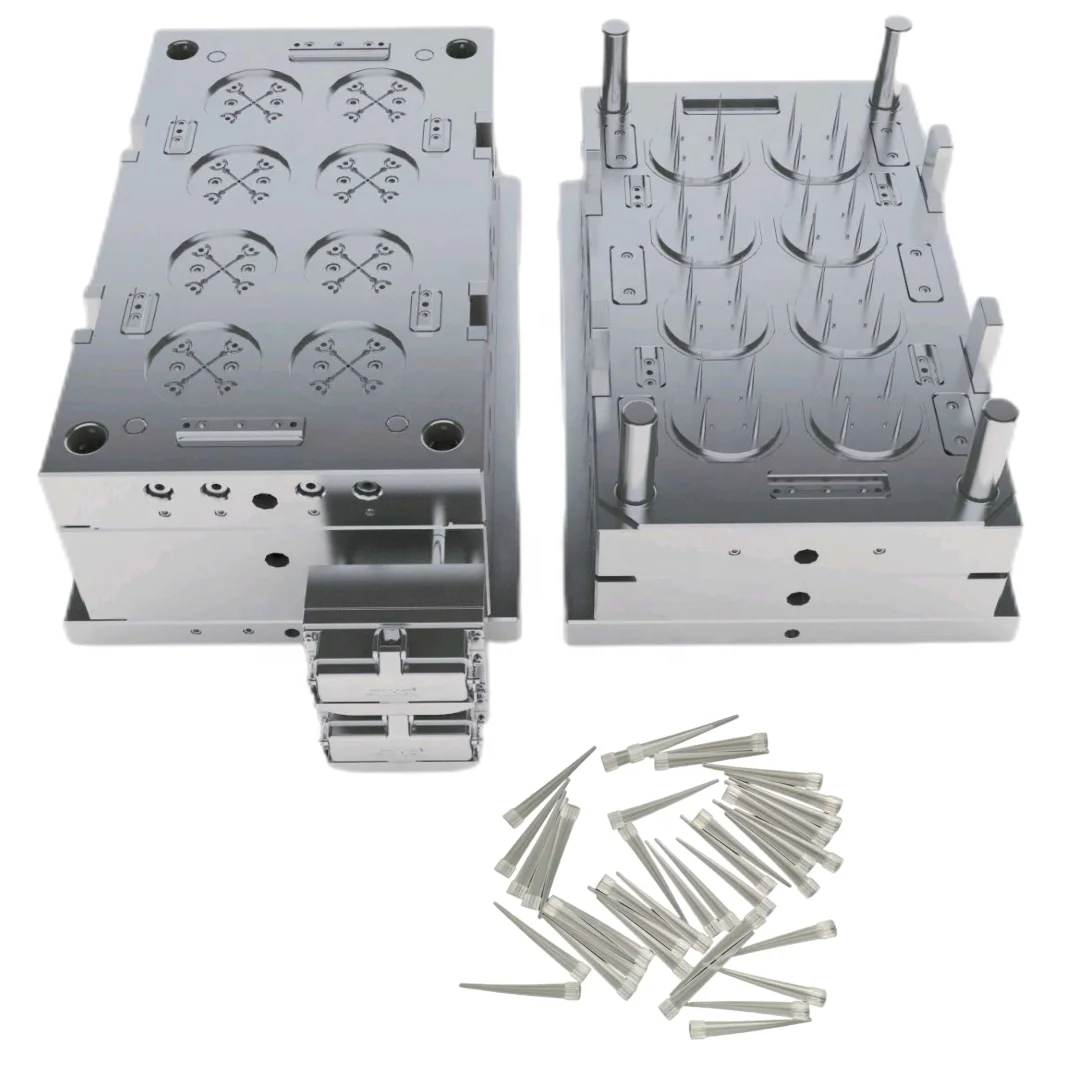
Processen för injektering med varm sprutgång utgör en sofistikerad tillverkningsmetod som har revolutionerat framställningen av plastkomponenter inom flera branscher. Denna avancerade metod använder ett system av uppvärmda komponenter för att hålla plasten i smält form vid optimala temperaturer under hela injiceringscykeln, vilket eliminerar behovet av sprutgångar och sprutkanaler som traditionellt ansluter injektionsenheten till formhålarna. Processen för injektering med varm sprutgång fungerar via ett nätverk av uppvärmda manifoldar och munstycken som levererar smält material direkt till varje formhål, vilket säkerställer konsekvent flöde och temperaturkontroll. De främsta funktionerna hos denna teknik inkluderar exakt materialfördelning, förkortade cykeltider och förbättrad produktkvalitet genom enhetliga fyllningsmönster. Tekniska egenskaper hos processen för injektering med varm sprutgång omfattar elektroniskt styrda uppvärmningselement, temperatursensorer för övervakning i realtid samt ventilstyrda ingångar som ger överlägsen kontroll över ingången. Manifoldsystemet utgör ryggraden i denna process och fördelar smält plast från en enda injekteringspunkt till flera formhål samtidigt som termisk stabilitet bibehålls. Moderna implementationer av processen för injektering med varm sprutgång inkluderar avancerade styrsystem som gör det möjligt for operatörer att justera temperaturerna oberoende för varje drop, vilket säkerställer optimala bearbetningsförhållanden för olika material och delgeometrier. Tillämpningar för denna teknik omfattar bilkomponenter, medicintekniska apparater, konsumentelektronik, förpackningslösningar och hushållsprodukter. Processen för injektering med varm sprutgång visar sig särskilt värdefull vid tillverkning av högvolymsdelar som kräver exceptionell ytyta, strikta toleranser och minimal efterbearbetning. Branscher drar nytta av denna metod vid tillverkning av komplexa geometrier, flerhålsformer och produkter som kräver konsekvent kvalitet under hela produktionen. Processen kan hantera olika termoplastiska material, inklusive polypropen, polyeten, ABS, polysulfon och tekniska resiner. Processen för injektering med varm sprutgång fortsätter utvecklas genom innovationer inom termisk hantering, ingångsteknik och digitala styrsystem som förbättrar precision och effektivitet.