i̇sti qoşulma kanalı ilə enjeksiya forması prosesi
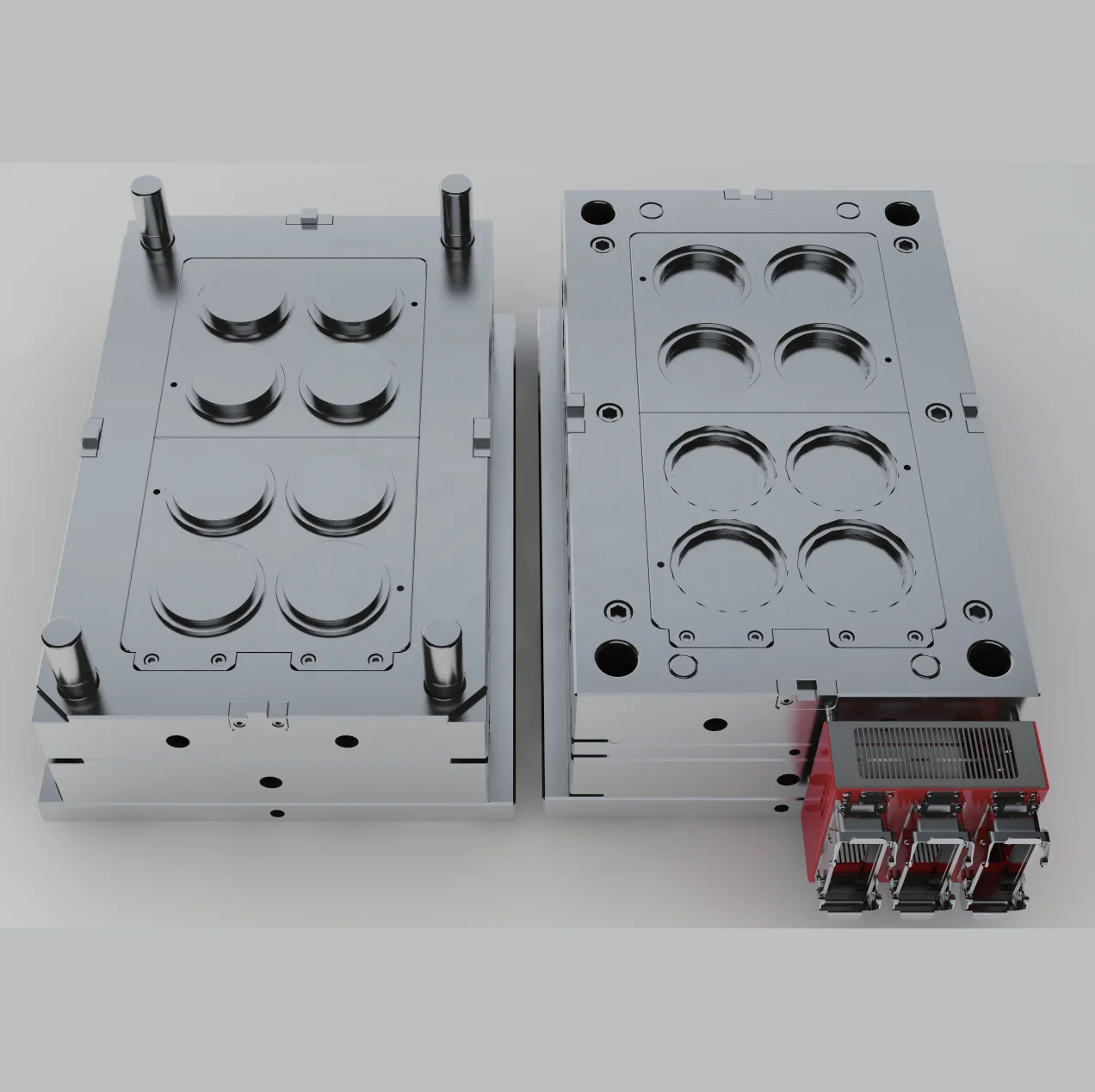
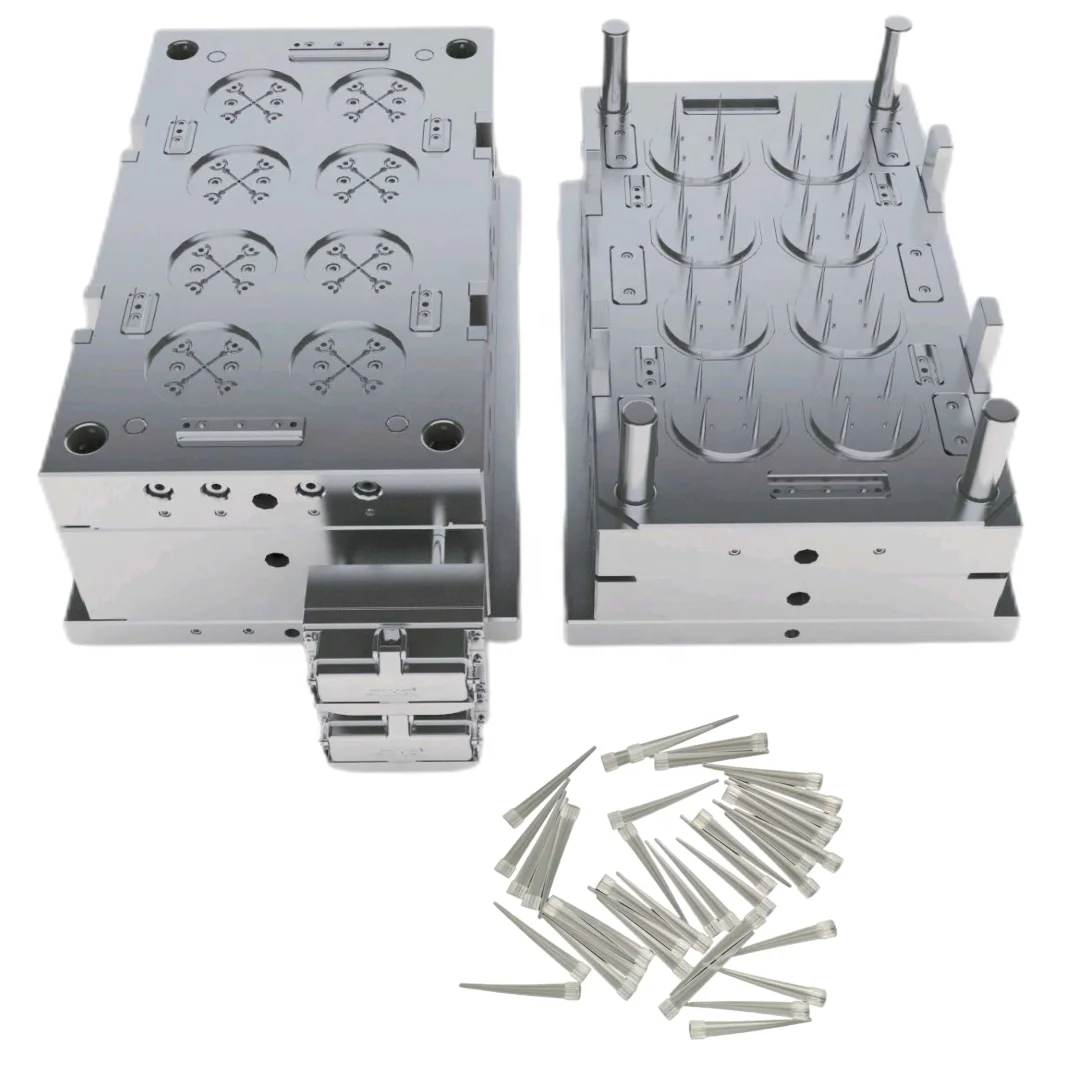
İsti qoşulma (hot runner) plastiklərin formalaşdırılması prosesi, bir çox sənaye sahəsində plastik komponentlərin istehsalını inqilab edən mürəkkəb bir istehsal texnikasıdır. Bu irəli gedən üsul, plastik kütləni doldurma dövrü boyu optimal temperaturda saxlamaq üçün isidilmiş komponentlərdən ibarət bir sistemdən istifadə edir və bu da adətən doldurma qurğusunu kalıp boşluqlarına birləşdirən qoşulma kanalları (runner) və qovşaq kanalları (sprue) lazım olmamasını təmin edir. İsti qoşulma plastiklərin formalaşdırılması prosesi, erimiş materialı hər bir boşluğa birbaşa çatdıran isidilmiş kollektorlar və lülələrdən ibarət bir şəbəkə vasitəsilə işləyir ki, bu da axın sürətinin və temperaturun sabit qalmasını təmin edir. Bu texnologiyaya aid əsas funksiyalar arasında dəqiq material paylanması, dövr müddətlərinin qısalması və bərabər doldurma nümunələri sayəsində məhsul keyfiyyətinin artırılması yer alır. İsti qoşulma plastiklərin formalaşdırılması prosesinin texnoloji xüsusiyyətlərinə elektron idarə olunan isitmə elementləri, real vaxtda monitorinq üçün temperatur sensorları və üstün qapı nəzarəti təmin edən valv qapı sistemləri daxildir. Kollektor sistemi bu prosesin əsasını təşkil edir və erimiş plastik kütləni tək bir doldurma nöqtəsindən birdən çox boşluğa paylayaraq termiki sabitliyi saxlayır. Müasir isti qoşulma plastiklərin formalaşdırılması prosesinin tətbiqləri, operatorların müxtəlif materiallar və detalların konfiqurasiyaları üçün optimal emal şəraitini təmin etmək üçün hər bir çıxış nöqtəsi üçün temperaturu müstəqil olaraq tənzimləməsinə imkan verən irəli gedən idarəetmə sistemlərini daxil edir. Bu texnologiyanın tətbiq sahələri avtomobil komponentləri, tibbi cihazlar, istehlakçı elektronikası, qablaşdırma həlləri və ev əşyaları kimi sahələri əhatə edir. İsti qoşulma plastiklərin formalaşdırılması prosesi, xüsusi səth bitişməsi, dar toleranslar və minimal sonrakı emal tələb edən yüksək həcmdə detalların istehsalında xüsusilə dəyərli olur. Bu üsul, mürəkkəb konfiqurasiyalı detallar, çox boşluqlu kalıplar və istehsal seriyaları boyu sabit keyfiyyət tələb edən məhsulların istehsalı zamanı sənaye sahələrinə fayda verir. Proses polipropilen, polietilen, ABS, polikarbonat və mühəndislik sinifli rezinlər də daxil olmaqla müxtəlif termoplastik materiallara uyğundur. İsti qoşulma plastiklərin formalaşdırılması prosesi, termiki idarəetmə, qapı texnologiyası və rəqəmsal idarəetmə sistemlərindəki yeniliklərlə birlikdə dəqiqlik və səmərəliliyi artırmaq üçün davamlı inkişaf edir.